
Blogs
")
Designcenter X NX: The Benefits
Designcenter X NX is a powerful, integrated solution from Siemens that is designed to streamline your entire product development process, from initial concept to manufacturing. Whether you’re a seasoned engineer or just starting out, Designcenter X NX offers a comprehensive suite of tools that empower you to innovate, collaborate, and deliver exceptional products with unprecedented efficiency.

Solid Edge Value-based licensing – The Latest and Greatest
If you’ve ever caught yourself jumping between design challenges—one day needing Simulation, the next wishing you had XpresRoute or Generative Design—there’s a good chance you’re working harder than you need to.
Seriously… take a look below at what you might be missing out on.

What’s new in designcenter solid edge 2026: Blog #2
Following up on my previous post about Designcenter Solid Edge 2026’s headline features, I want to dive into some additional capabilities that will make a real difference in your daily workflows. From immersive model navigation to smarter sheet metal tools and streamlined thin-wall modeling, these enhancements address specific pain points that many of you have experienced firsthand.

What’s new in designcenter solid edge 2026: Blog #1
Siemens has released Designcenter Solid Edge 2026, and I’m excited to walk you through some of the standout features and enhancements in this latest version. Performance and productivity take center stage in this release, with new AI-driven capabilities that promise to dramatically reduce time spent on tedious, repetitive tasks…


solid edge 2025
With Siemens’ launch of Solid Edge 2025 there are a variety of updates spanning across the whole portfolio. There are improvements to productivity, ease of use, features that enable new workflows, and even a few new products…

BUILT IN DATA MANAGEMENT IN SOLID EDGE
Every base seat of Solid Edge gets access to internal data management capabilities. To turn on Solid Edge data management navigate to…

NX X – your questions answered
NX X is a globally licensed cloud-based system which provides opportunities for distributed teams, removes overhead IT costs, and offers a single secure location for data. Siemens…

NX Viewer – Useful features, plus tips and tricks
NX Viewer is a quality product that can benefit many roles and positions at different companies. Viewer is a feature inside of the NX software that allows users to open…

HUman modeling – nx mach series add-on modules
Human Modeling is a great add-on that utilizes large databases created by qualified universities and companies. These databases can adjust the human models…

Solid edge 2024 – our engineers favorite updates
Solid Edge 2024 empowers users to design more intelligently across every aspect of product development. With a continued focus on the user experience and…
")
introducing teamcenter share – new features and functions
Teamcenter Share or formerly known as Xcelerator Share, is a great cloud-based product that anyone with a SaaS license has access to. Why did…
“The Forged Tour” presented by Markforged
THURSDAY, JUNE 24, 2021 from 4:30 - 7:30 pm Join Us for "The Forged Tour" at Our New Location! Markforged and the CAM Logic, Inc. team are excited...
Solid Edge Portfolio Series Tech Pubs Webinar
Thursday, August 26, 2021 2:00 pm EDT ENSURE SATISFACTORY IN-FIELD PERFORMANCE OF YOUR PRODUCTS AND THE SUCCESS OF YOUR BUSINESS Looking for an...
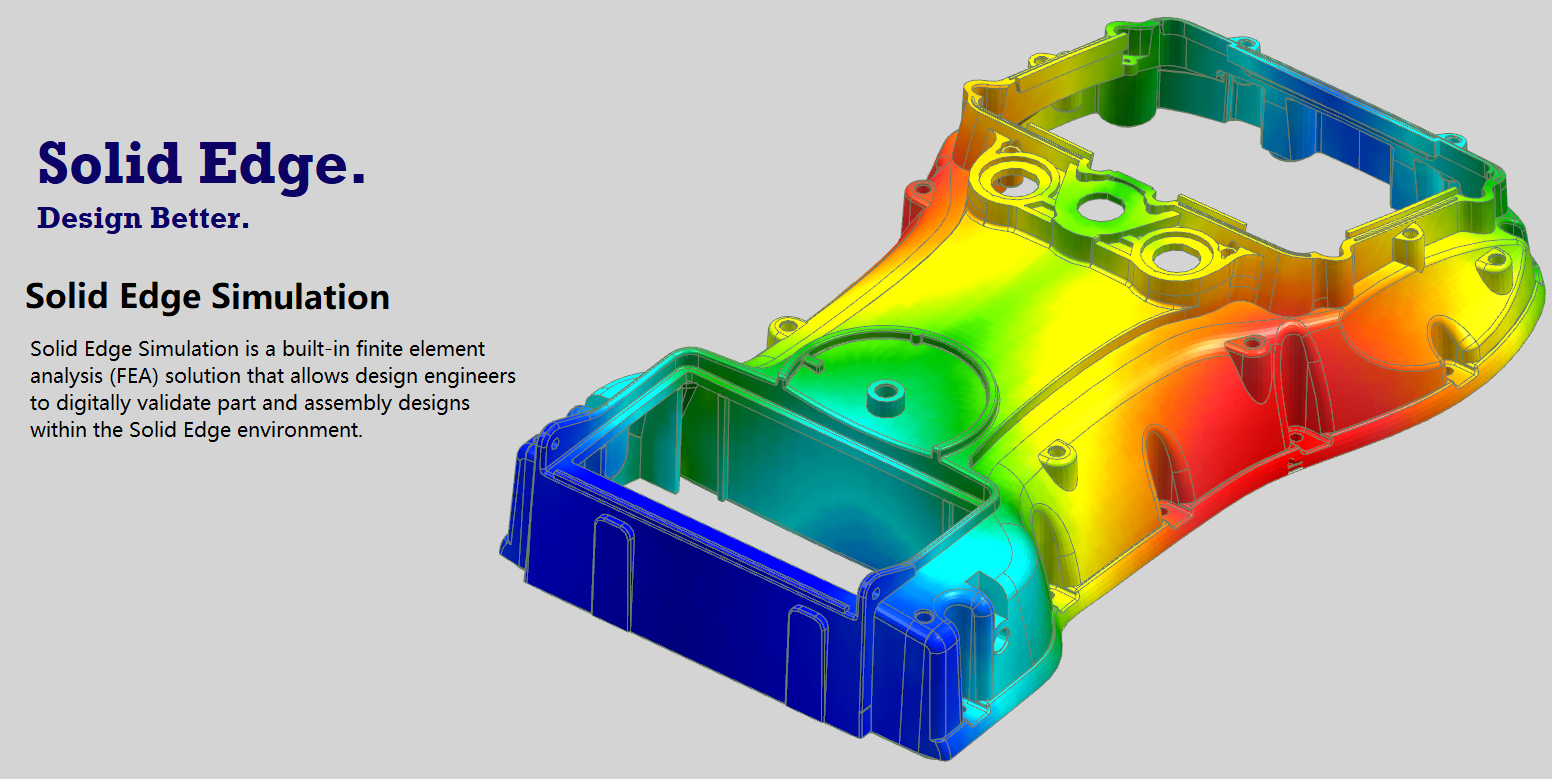
Solid Edge Portfolio Series Simulation Webinar
Thursday, June 24, 2021 2:00 pm EDT ACCELERATE DESIGN ANALYSIS & REDUCE ENGINEERING PROTOTYPES Want to solve complex fit & position...

Solid Edge CAM Pro Webinar
DISCOVER ENHANCED MACHINE TOOL VALUE WITH SOLID EDGE CAM PRO WEBINAR Learn how to maximize shop floor efficiency with a single unified CAM system....
Digital Machine Shop Virtual Seminar
THURSDAY, MARCH 11, 2021 8:00 am - 12:00 pm Transform part manufacturing with the Digital Machine Shop Do you want to learn how to digitally...
3D Scanning Technologies: Laser vs. Structured Light
Over the past five years or so, the availability of 3D scanners on the market has increased dramatically. No longer is a 3D scanner only for those...
Solid Edge 2021 What’s New
Shape Search There is another exciting feature that will be revealed in the upcoming release of Solid Edge 2021. Shape Search will allow for the...
3 Reasons to Use 3D Scanning for Part Inspection
This week we’re going to take a quick break from Solid Edge 2021 to discuss three key advantages of 3D scanning over using a traditional coordinate...
Solid Edge 2021 What’s New
Reverse Engineering and Copy Paste Assembly In today’s installment of our blog series, I would like to introduce a few more exciting features and...
Solid Edge 2021 What’s New
Frame Design and Subdivision Modeling As we continue to discuss the new features that are being brought to Solid Edge 2021, we continue to be...