
This week we’re going to take a quick break from Solid Edge 2021 to discuss three key advantages of 3D scanning over using a traditional coordinate measuring machine for part inspection. We’re not bold enough to suggest that you should throw away your CMM and buy a couple 3D scanners, but let’s face it, there are some very noteworthy advantages 3D scanning your parts has to offer.
Data Retrievability
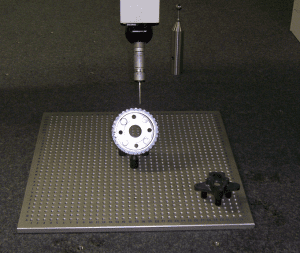 CMM’s are great. They’re super accurate, repeatable, and reliable. In your traditional CMM inspection process you bring your part into the quality lab, set it on the fixture that’s been designed for that specific part, and inspect the required features. However, when you realize – a week later – that you need to measure a few more features to track down an assembly issue, you need to drag the fixture out (or rebuild it), re-run your alignment, add your new measurements to the CMM program, run the program, then generate the report. This is the way parts have been inspected since the ‘50s, and while it may have that mid-century modern nostalgia, we think there’s a better way.
CMM’s are great. They’re super accurate, repeatable, and reliable. In your traditional CMM inspection process you bring your part into the quality lab, set it on the fixture that’s been designed for that specific part, and inspect the required features. However, when you realize – a week later – that you need to measure a few more features to track down an assembly issue, you need to drag the fixture out (or rebuild it), re-run your alignment, add your new measurements to the CMM program, run the program, then generate the report. This is the way parts have been inspected since the ‘50s, and while it may have that mid-century modern nostalgia, we think there’s a better way.
When we 3D scan a part, fixturing is rarely a significant concern – unless the project calls for the part to be inspected in a fully constrained state. Since we never actually touch the part (unlike a CMM probe) there’s no need to design and build a complicated fixture to secure the part. Once the part is  fully scanned with, potentially, tens of millions of points we import that file into our inspection software where the CAD file has already been imported. We import the scan file and run the alignments, measurements, and generate the report. Now here’s the cool part. If we need to go back and pull a few more dimensions, we just open the inspection project, create the new dimensions, and crank out the updated report. There’s no need to rescan the part. We don’t even need the physical part, we already have a perfect digital representation of it from the first scan.
fully scanned with, potentially, tens of millions of points we import that file into our inspection software where the CAD file has already been imported. We import the scan file and run the alignments, measurements, and generate the report. Now here’s the cool part. If we need to go back and pull a few more dimensions, we just open the inspection project, create the new dimensions, and crank out the updated report. There’s no need to rescan the part. We don’t even need the physical part, we already have a perfect digital representation of it from the first scan.
It’s true, 3D scanners aren’t as accurate as some CMMs (some CMMs are accurate to +/- 0.001 mm) and that’s one reason you shouldn’t chuck that big granite beast just yet. But, I can’t tell you how many times we’ve had to revisit a project to create a couple more callouts and generate new reports. Especially for first article inspection projects, when the part has already left our shop.
Non-Contact Measurement
We’ve already touched on fixtures and securing parts for inspection. Some part inspection projects require that the part be fully constrained according to the datum scheme called out on the prints. Others can be scanned in a free state (ensuring that the part’s geometry doesn’t change during the measurement process). These types of projects include things like seat cushions (anything upholstered, really), silicone components, and some thin-walled plastic parts.
We had a project in the shop a few months ago where a customer needed to check the surface profile of a vehicle headrest. The tolerances were pretty big, but they couldn’t get their CMM to register reliable point data due to the softness of the material. There were some callouts on the posts of the headrest that they needed as well. They brought it to us and we had everything scanned and reported in about an hour.
Visual Reporting vs. Numeric Reporting
 We humans are visual creatures. A typical CMM report is going to be a spreadsheet full of numbers. If you’re lucky, you might get something like this in your CMM report: –[]——. It’s supposed to represent a slider to help show where the measurement (the rectangle) falls in the tolerance range (the dashes) of the feature. A very poor effort at visualization, if you ask me. Some engineers will make charts from the CMM data in an attempt to derive some real meaning from the sea of numbers. The fact is, CMM reports are just data and humans are not good with data; we need information.
We humans are visual creatures. A typical CMM report is going to be a spreadsheet full of numbers. If you’re lucky, you might get something like this in your CMM report: –[]——. It’s supposed to represent a slider to help show where the measurement (the rectangle) falls in the tolerance range (the dashes) of the feature. A very poor effort at visualization, if you ask me. Some engineers will make charts from the CMM data in an attempt to derive some real meaning from the sea of numbers. The fact is, CMM reports are just data and humans are not good with data; we need information.
Information is data with context. It’s the context that gives the data meaning. When humans see a computer screen full of numbers, there’s no context and we get lost. So, we make charts and graphs to give the data context, but – save for trend analysis (which we’ll cover in another post) – this is not necessarily the best way to inspect physical, 3-dimensional things.
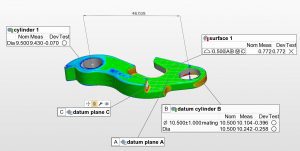
A typical inspection report from a 3D scanning session looks completely different. Sure, you’ll still get a table with all the callouts, their tolerances, and whether the feature is in or out of tolerance. But the real power lies in the graphical nature of these reports. In a few seconds, anyone can digest the annotations (green is good, yellow is a warning, red is bad) and begin to understand how well this part was made. With the annotations attached right to the 3D model of the part, the context of the data is built right in. There’s no need to reference a separate set of technical prints to make heads or tails of the report. There’s no need to make a graph or chart to give the numbers meaning. We eliminate these steps by providing a highly visual set of information. All of which leads to a clearer understanding of the part. That’s really what we’re after, isn’t it?