
Our team was called to meet with KAMAX LP, a prominent company leading the cold forming industry. The goal was to share some insight into our additive manufacturing capabilities and learn more about KAMAX’s business to explore how these systems could improve their business.
The meeting started with a quick tour of the shop floor which eventually led to a congregation in the tool room. Chris Himburg, our Director of Emerging Technology, immediately took notice of an additively manufactured part that KAMAX was using to push blanks into a thread rolling die. However, the printed plastic part could not stand up to the heat of the bolt blank. To address the issue, they added a hardened steel insert to reinforce the plastic, prolonging the tool’s life. This was used as a stopgap measure until the new all-steel part could be installed.
Clearly, KAMAX was not green to additive manufacturing and they knew there had to be another area of their manufacturing process where additive could be useful. Finding the best fit for additive manufacturing comes down to uncovering the right application, and it turned out that KAMAX had their eyes set on a homerun. They needed a quicker solution for producing transfer fingers for a cold forming machine. Traditionally, the fingers would be machined, and the lead times were just too long – especially for prototype applications.
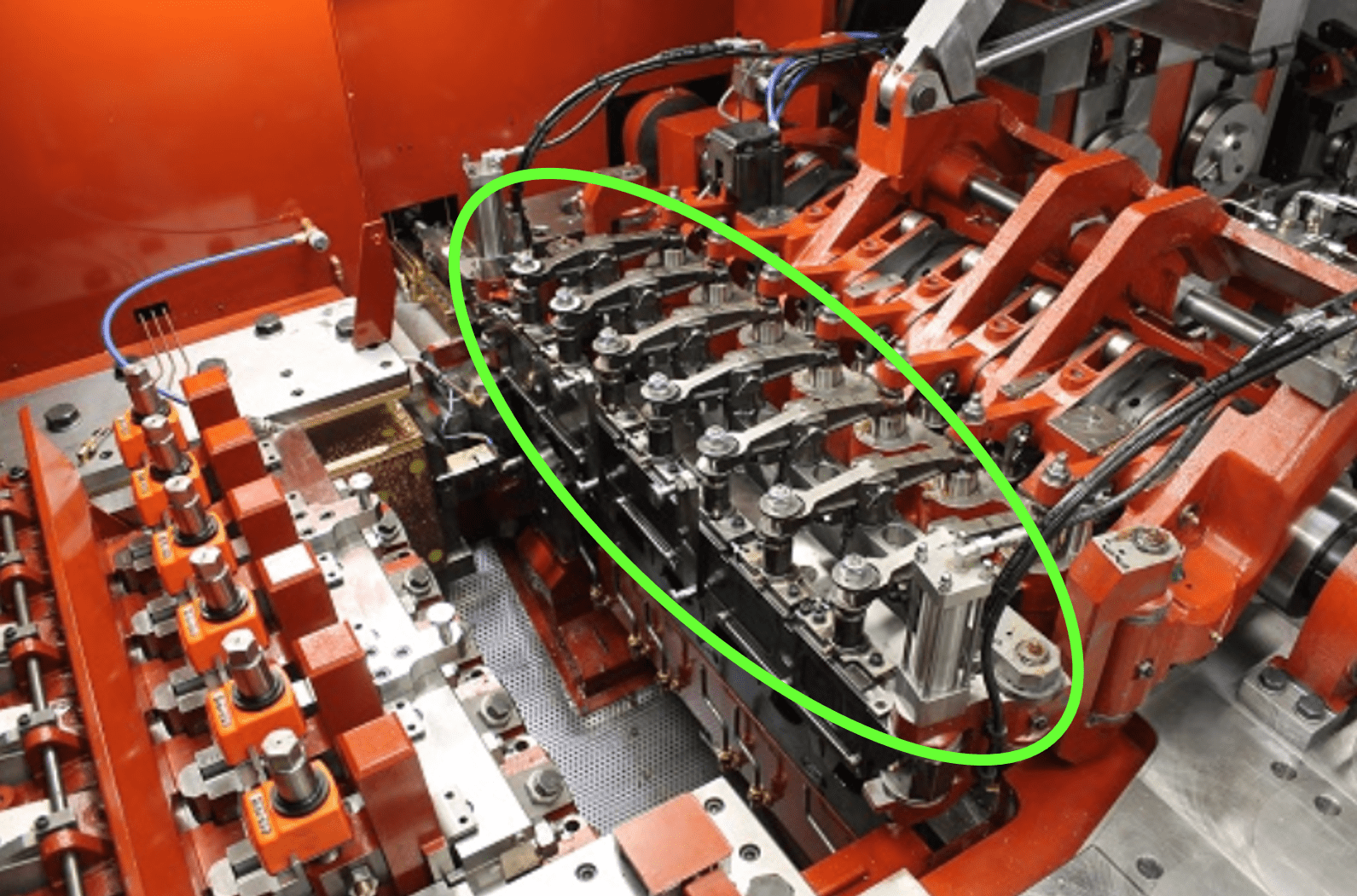
What is a cold forming machine? The image below shows a machine very similar to what KAMAX uses. We have highlighted the transfer rack where the fingers are located.
We knew that we could provide the perfect solution. If we 3D printed the transfer fingers out of steel, we could deliver a solution in a fraction of the time it would take to deliver a traditional set of transfer fingers. We employed our in-house capabilities to additively manufacture the fingers and we used Eiger – Markforged’s cloud-based slicer program – to generate the build file for our Metal X printer.
One week after that initial meeting, KAMAX sent us CAD models of the transfer fingers. We printed and delivered three sets of fingers (6 pieces total) four days after receiving the CAD files.
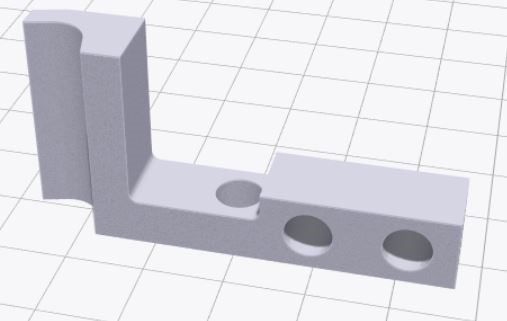
Above is an image of the CAD model provided by KAMAX of one of the transfer fingers.
Choosing the Right Metal:
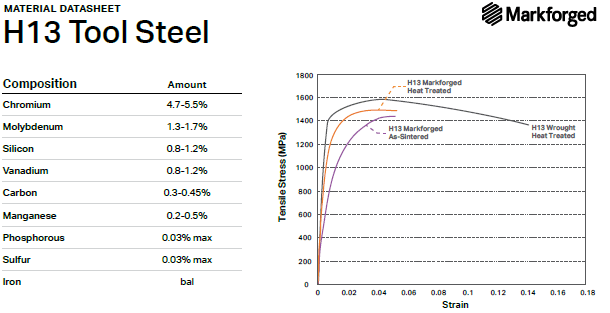
Originally, KAMAX had requested 1018 (carburized) steel to be used for their part. Not all metals are suitable for certain 3D printing processes and, unfortunately, 1018 steel is one of those metals. Fortunately, Markforged provides material composition for all the metals that are offered for their Metal X printer. As of the date of this article, these metals include 17-4 Stainless Steel, H13, A2, D2, Inconel 625 and Copper. We were able to analyze the composition of our client’s desired metal – 1018 Steel – and understand the pros and cons of this selection. Then, using our understanding of the composition of the available Markforged metal options, we suggested an even better solution! The material needed to be strong and possess the proper wear properties to hold the blank and we knew that H13 Tool Steel would be the perfect solution. On the Rockwell C scale, it carries a rating of 40 HRC (as sintered).
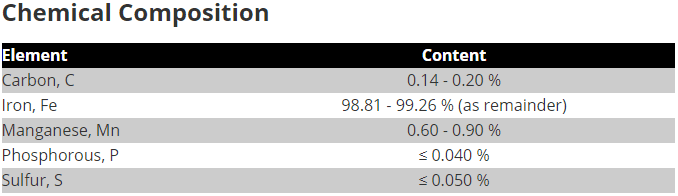
Chemical Composition of 1018 Carburized Steel:
Chemical Composition of Markforged H13 Tool Steel:
Modifying the Model:
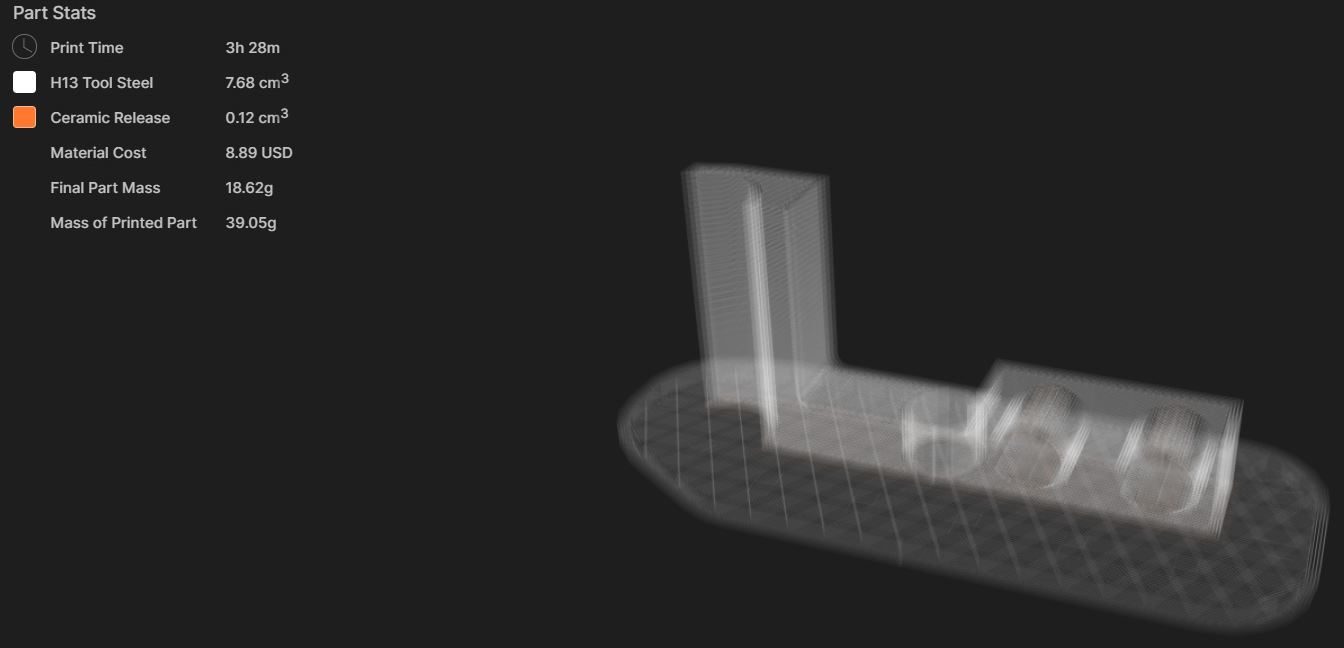
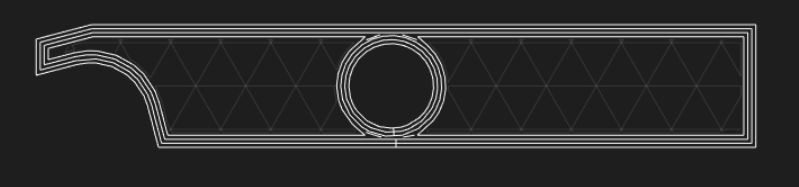
The transfer fingers run in a machine that operates with very quick and very repetitive movements. In this environment, deterioration is inevitable and requires unwanted maintenance that could result in down time and lost revenue for KAMAX. To mitigate this issue, we knew that we could modify the original design of the part to better address the needs of our client. Reducing the weight of the part would alleviate some of the pressure that increases the undesirable deterioration. We put a sparse infill inside the transfer finger to reduce the weight and prolong the time between required maintenance. You can see the triangular infill printed into the part for light weighting in the images below.
Closing remarks from KAMAX:
The 3D printed H13 cold heading transfer fingers worked very well for the sample run. We are waiting for a later scheduled production run of this part in order to gather some tool life data on the fingers. Unfortunately, due to the Covid-19 situation this production run has been delayed until later this year.